公司名称:上海镍基重工有限公司
公司地址:常州市武进区潘家工业园建设路22号
联 系 人:诸葛林健
电话号码:021-50857494
手机号码:13301875123
公司传真:021-50857595
电子邮箱:254249513@qq.com
![管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]](/upLoad/slide/month_1405/2014050516523914.png "管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]")
钢制管壳式换热器在电力、冶金、石油和化工等企业中应用很普遍,随着我国换热器制造技术的不断进步,各使用单位对其制造质量和使用寿命提出了更高的要求。 江汉石油管理局油田建设工程公司金属容器制造分公司每年都有几十台换热器的生产任务,l台换热器少则几十个管头,多则6000多个管头,其中管子与管板的 接头焊接工作量相当大,这是换热器制造质量控制的重要环节
以前,金属容器制造分公司对换热器管子与管板接头的焊接主要以手工氩弧焊接为主,不仅焊缝成形 不美观,接头质量也很难保1。为了改变这种生产状况,笔者采用优质、高效的WMZ1-315型自动管子管板全位置数控脉冲钨极氩弧焊机,并通过一些技术 措施,提高了管子与管板接头的焊接质量。
1工艺试验
1.1试验材料
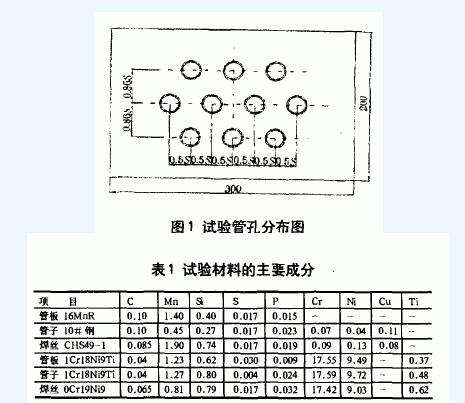
试验用管板材料的钢材分类按照JB4708的规定。尺寸为300mm×200mm×20ram,试验前在管板上钻10个孔,孔的直径 为25.4+0.2mm,其孔中心距S为32ram,孔的分布如图l所示。管子的钢材分类同上,规格为25mmx2.5mm。焊丝牌号分别 为CHS49-l(相当于H08Mn2SiA)、0Crl9Ni9,直径均为0.8mm。表l列出了试验材料的主要成分。
1.2焊接顺序
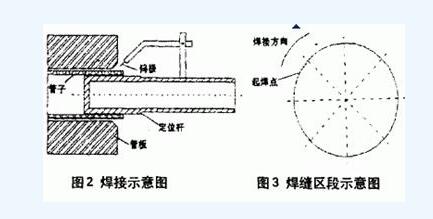
如图2所示,管子和管扳接头采用的形式为突起式,管头外伸长度为3~5mm,连接的焊缝呈环形角焊缝。在焊接过程中,随着位置的不同,焊接熔池的受力状况 也不一样,因此对不同位置的焊缝需采用不同的焊接规范。
具体做法是将焊缝划分为8个区段如图3所示,经反复试验,确定每一区段适合的规范参数(主要是焊接 电流),将这些规范参数编人程序。焊接过程中电弧行至不同位置时,焊机将输出相应的规范参数以保证焊缝的成形均匀、美观。经试验,选择时钟l0点位置为起 焊点,焊接方向为顺时针。
整个焊接过程为:开机一送气一高频引弧一电弧预热工件一焊炬旋转、送丝、脉冲开始一焊炬旋转一周一送丝停止,焊接电流开始衰减,焊炬继续旋转一熄弧一关机一停止送气。
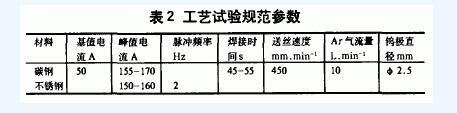
1.3工艺试验参数:表2列出了工艺试验的主要规范参数。
1.4试验结果
试验完成后,根据GB151—1999(管壳式换热器标准)附录B的有关要求对换热管与管板的焊接接头进行了一系列的检验。检验结果表明,采用自动管板 焊机焊接的接头质量、性能完全符合有关标准和规定的要求。表3列出了检验方法、检验标准和检验结果。
2生产应用
金属容器制造分公司利用该设备对多台换热器管子与管板的接头进行了焊接。每个管头焊接的平均时间大约lmin,焊接接头表面成形均匀、美观。在未经胀管进 行的水压试验及胀接后的水压试验和气密性试验过程中,管接头焊缝没有发现任何渗漏现象,一次试验合格。这几台设备在使用后,效果也很好,相对于同期手工焊 接的接头返修率要小得多。这几台设备的有关技术参数以及焊接工艺规范参数分别见表4和表5。
3 分析讨论
焊接接头工艺试验和实际应用结果表明,与手工氩弧焊相比,对换热器管板和管头采用自动焊接具有诸多的优点,但也有一定的局限性;而手工氩弧焊作为过去和目前常用的一种焊接方法,仍有一些优越性。下面从不同方面对这两者进行分析比较。
3.1生产过程
3.1.1焊接准备
手工电弧焊时,由于其操作灵活,即使管板的加工质量粗糙和精度低,仍然可以正常完成焊接工作。而自动焊要求则相对要高许多:首先对管子管口的椭圆度要在技 术标准规范之内,管子的直径也有一定的范围限制(该焊机为15~60mmh其次对管子与管板接头的坡口尺寸也有要求,坡口不宜太大,一般倒角不大于 2ram,坡口过大容易烧坏钨极,太小则导致熔深不够;管头的外伸长度比手工焊长,大约3~5ram左右,太长会减小熔深,焊缝也不美观,太短会出现咬 边、管口破损等缺陷;焊接区的清洁要求比较高,管板和管子表面要除去油渍和铁锈等污物,否则焊接过程中会出现气孔,影响焊接质量。另外,自动焊接过 程中不能自行调节,而手工氩弧焊则不存在这样的限制,可以适应各种状态下的焊接。
3.1.2焊接过程稳定性
手工焊接时,长时间的焊接会使焊工疲劳,从而影响焊枪移动和送丝的连续性、均匀性和稳定性,易产生未焊透、未溶合、夹杂等焊接缺陷;另外,手工焊接过程还 受焊接人员的情绪及其他一些主、客观因素的影响。而自动焊接采用微机控制,整个焊接过程根据预先设定的程序和工艺规范自动进行,并且焊接过程由LED直接 显示,焊机机头的旋转、焊丝的馈送和电弧长度的调整均采用驱动电机,工作可靠,规范稳定,受外界的影响很小。
3.2实际使用效果

3.2.1焊缝成形
自动焊采用脉冲电流,焊接电流的平均值小,电弧线能量低,对母材的热输入少,可实现全位置焊接。同时通过脉冲规范参数的调节,可精确控制电弧能量及其在焊 缝不同位置的分布,容易获得尺寸合适的熔池,熔宽和熔深均匀一致,焊缝成形美观。而手工焊接时一般采用直流电源,焊接过程中线能量不能调节,熔池的宽度和 深度也不可能均匀一致,尤其是在焊下半个圆周时,熔池中的溶融金属由于重力作用会向下流动,导致焊接接头成形不美观。
3.2.2焊接接头性能
自动脉冲焊接时,对母材的热输入少,对焊丝和母材性能的影响也小,可减小热敏感金属材料焊接裂纹的产生,焊缝组织得到改善,晶粒更加细化,力学性能明显提 高;加之焊接过程稳定性好,因此焊接接头性能可靠。手工焊接与之相比要差一点。另外,采用自动焊接可对管板和管头进行角焊缝焊接,避免管头烧损,而 手工焊接时一般只能进行平焊,这样管头易烧损,使得换热器在运行过程中容易腐蚀而引起泄漏。
3.2.3生产效率
自动焊主要用于换热器的生产制造,在大量的制造过程中,可保证焊接接头质量,并能提高生产效率,降低劳动强度。但对于现场换热器的维修和抢修任务,采用手工氩孤焊显然要比自动焊来得方便和迅速,而且不受现场条件的限制。
自动管板焊机能采用计算机编程控制,焊接过程稳定、可靠,自动化程度高。操作方便,适合于换热器管子与管板接头的自动焊接。实际生产应用证明;使用自动管 板焊机,焊接过程劳动强度低,生产效率高;焊缝成2006年第28卷第5期形均匀、美观,质量可靠。手工氩弧焊和自动氩弧焊之间互有优缺点,在实际生产中 具有一定的互补性。