一、氩弧焊
使用氩气作为保护气体的气体保护焊称为压弧焊。
氩气是惰性气体,可保护电极和熔化金属不受空气的有害作用。
氩弧焊按所用电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
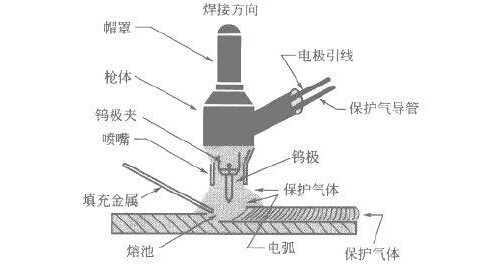
1、非熔化极氩弧焊
电极只作为发射电子、产生电弧用,填充金属另加。
常用掺有氧化钍或氧化铈的钨极,其特点是电子热发射能力强,熔点沸点高(为3700K和5800K)。
2、熔化极氩弧焊
钨极氩弧焊电流小、熔深浅。中厚以上的钛、铝、铜等合金的焊接多选用高生产率的熔化极氩弧焊。
3、氩弧焊的特点
(1)由于氩气的保护,它适于各类合金钢、易氧化的有色金属,以及锆、钽、钼等稀有金属的焊接。
(2)氩弧焊电弧稳定,飞溅小,焊缝致密,表面没有熔渣,成形美观,焊接变形小。
(3)明弧可见,便于操作,容易实现全位置自动焊接。
(4)钨极脉冲氩弧焊接可焊接0.8mm以下的薄板及某些异种金属。
二、二氧化碳气体保护焊
利用CO2作为保护气体的气体保护焊,称为二氧化碳气体保护焊。
它的保护作用主要是使焊接区与空气隔离,防止空气中的氮气对熔化金属的有害作用。
焊接时:
2CO2=2CO+O2
CO2=C+O2
因此焊接是在CO2、CO、O2氧化气氛中进行的。
二氧化碳气体保护焊的特点:
1、焊速高,可实现自动焊,生产率高。
2、为明弧焊接,易于控制焊缝成形。
3、对铁锈敏感性小、焊后熔渣少。
4、价格低廉。
5、焊接飞溅与气孔仍是生产中的难点。
1.设备焊接电源形式的配置与比较
众所周知,焊缝质量的关键因素之一是焊接电源的配置。
目前围内外有四种电源配置或焊接方法,为了择优选取,我们进行了对比分析。
(1)CO2气体保护电源(熔化极)利用CO2气体做保护。优点:CO2气体价格低、生产效率高、焊接电流密度大、焊件基体熔池深、熔化效率高、熔敷速度快,生产效率比手工焊高2~4倍,而且抗锈、抗裂性能好;
缺点:大电流焊接时,焊接表面成形较差、飞溅较多,焊后需人工除掉粘在工件上的飞溅物。
(2)MIG气体保护焊(熔化极),利用氩气做保护。优点:焊接熔池深度大、焊接电弧稳定、焊缝成形好、生产效率高;缺点:因保护气体用氩气来实现焊接过程,氩气价格偏高且MIG焊接电源较CO2/MAG焊接电源在价格上贵3~4倍。
(3)MAG气体保护焊电源(熔化极)。利用氩气和CO2混合气体保护,其中氩气为80%、CO2为20%。优点:焊接熔池深度大、熔敷效率高、焊接飞溅较小,可获得稳定的焊接过程和美观的焊缝。
(4) TIG气体保护电源(非熔化极),利用氩气做保护。我公司通常使用的焊接电源就是这一种(手工钨极氩弧焊)。
优点:由于电极只通过电流加热工件,使工件和焊丝形成熔池故没有飞溅物产生,焊缝成形美观;缺点:电弧熔池深度浅、熔敷率低、生产效率不高。因焊接过程全部采用氩气做保护,价格偏高。
通过焊接电源配置的对比及专家的建议,确定采用CO2/MAG焊接电源配置来制造双环缝自动焊接机床。
2.设备的构成与工作原理
(1)设备的构成 该设备由导轨床体、转动转台、气动尾顶滑台机构、转动机构、工件夹紧机构、中间托料机构、专机焊枪气动调节机构、焊枪三维微调节机构、焊枪夹持机构、气动尾顶及专机电控系统组成。卧式双环缝自动焊机结构如图1所示。
(2)工作原理 采用转动端夹紧工件,另一端顶紧工件的方式,双头CO2焊枪相对不动的原理与CO2/MAG焊接电源匹配实现工件环缝的焊接。
(3)设备的适用范围 ①适用于碳钢与不锈钢阀体、法兰等平面圆形环缝焊接。②环缝最小直径为25mm,最大直径为120mm。③阀体与法兰组焊工件最大长度为360mm,法兰最大直径为260mm。④工件最大重量为45kg,机床最大回转直径450mm。
![管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]](/upLoad/slide/month_1405/2014050516523914.png "管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]")