公司名称:上海镍基重工有限公司
公司地址:常州市武进区潘家工业园建设路22号
联 系 人:诸葛林健
电话号码:021-50857494
手机号码:13301875123
公司传真:021-50857595
电子邮箱:254249513@qq.com
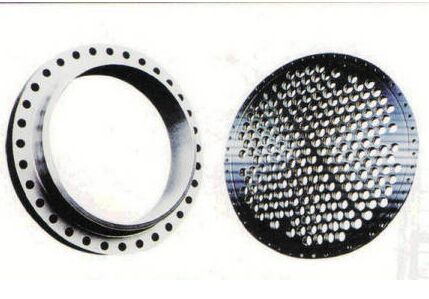
![管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]](/upLoad/slide/month_1405/2014050516523914.png "管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]")
化工行业用换热器换热管和管板之间的紧密贴合,既影响到换热器的使用寿命,同时又涉及到高压换热器的安全性。高压换热器管子管板的连接一般采用胀接+焊接的方式。
胀接是使管子在载荷作用下,其伸入管板孔内的换热管端部直径扩张,产生塑性变形,而管板仍处于弹性变形范围,载荷去除后,管子与管板实现过盈配合起到连接的作用。目前,国内外一般采用的胀管技术主要有:机械胀管、液压胀管、橡胶胀管等。
无论哪一种胀管方法,虽然其工作介质和工艺方法不尽相同,但其管子与管板界面的结合究其本质均是一种过盈配合,而不是原子之间的键合,且这些方法工艺设备复杂。因此这几种方法均存在以下两个问题:一是生产率低、制造成本高;二是界面贴合不好、易造成漏水漏气,存在安全隐患。
采用爆炸焊接技术实现金属薄壁钛管和管板的焊接成型,不仅提高了生产效率、降低了加工成本,而且提高了换热器的使用寿命和安全生产,因此具有重要的工业应用价值。同时,通过试验装药参数的优化和精确控制,可望在工厂内部建成爆炸焊接成型车间,将会大大降低生产成本。
通过多次试验测试优化配方,可获得良好无裂纹的接头的炸药为60%-70%,而加的盐、珍珠岩、锯末等配方在40%-30%左右;间距S为炸药厚度0.2倍。通过多次试验,爆炸间隙控制在0.4-4mm,其焊接效果较好,最佳间隙在2mm左右;装药时不稳定爆轰端应引出2-10cm,最后通过爆炸切割和焊接于一体的技术实现薄壁钛管和普通钢管板的爆炸焊接成型
高炉高风温具有明显优势,风温在950-1350℃,每提高100℃可降低焦比8-20kg/t,增加铁水产量2-3%。目前,要达到高风温,主要采用高温预热的形式,具体有5类:
1、高温预热炉+混风炉
这种方式的高温预热由2座预热炉和1座混风炉组成。工作原理,通过高炉煤气的燃烧,将热量存储在预热炉内,一定比例的助燃空气预先通过预热炉加热,进行热交换,将温度升高。加热后的空气通过管道送至混风炉,与剩余比例的冷态助燃空气混合,产生所需温度的混合空气,将其由助燃空气管道送进热风炉,与高炉煤气混合燃烧。获得高炉需要的高风温。
2、利用热风炉自身预热
主要原理是热风炉送风后,炉内余热可以加以利用。该方法不用额外增加预热设备,利用热风炉本身就能很容易将热风炉的助燃空气预热到500℃以上,预热温度最高可达1250℃。
3、利用热风炉自身高温烟气预热
工作原理在预燃式热风炉的拱顶部位,热风出口附近,增加1根高温烟气旁通管道,将热风炉燃烧期的一部分高温烟气(15%)分流到烟气管道中,与通过格子砖换热后的低温烟气(85%)混合,提高总烟道混合烟气的温度。总烟道中设有空气、煤气换热器,混合烟气可以将空气、煤气的预热温度直接预热到300℃以上。
4、燃烧炉+板式换热器
由燃烧炉、煤气板式换热器和空气板式换热器组成。工作原理:燃烧炉内高炉煤气与助燃空气混合燃烧。通过高温引风机,将热风炉燃烧产生的温度280-350℃的废气抽入燃烧炉上部特定的空间混合,混合后温度降低。将其引入空气板式换热器,获得高温。同时煤气换热器将废气预热。预热后的煤气和空气最终送入热风炉进行燃烧,达到设计的理论燃烧温度,得到高风温。
5、燃烧炉+扰流子换热器
燃烧炉1座+整体式热管换热器1台或2台+扰流子换热器1台。原理:空气和煤气通过热管换热器,利用热风炉燃烧的废气预热到180℃,煤气直接进入热风炉,空气进入扰流子换热器,进行二次预热。对空气进行二次预热的高温烟气由燃烧炉产生。扰流的翅片,可以加快换热,用于升温空气。经过两次换热的高温空气,送进热风炉与预热后的煤气混合燃烧,其燃烧温度较高。
5种方式中,燃烧炉加空气和煤气换热器方式比较可靠,也是新建项目中使用最多的组合