固定管板式换热器主要有外壳、管板、管束、顶盖(又称封头)等部件构成。在圆形外壳内,装入平行管束,管束两端用焊接或胀接的方法固定在管板上,两块管板与外管直接焊接,装有进口或出口管的顶盖用螺栓与外壳两端法兰相连。
它的特点是结构简单,没有壳侧密封连接,相同的壳体内径排管最多,在有折流板的流动中旁路最小,管程可以分成任何管程数,因两个管板由管子互相支撑,故在各种管壳式换热器中它的管板最薄,造价最低,因而得到广泛应用。
这种换热器的缺点是:壳程清洗困难,有温差应力存在。当冷热两种流体的平均温差较大,或壳体和传热管材料膨胀系数相差较大,热应力超过材料的许用应力时,在壳体上需设膨胀节,由于膨胀节强度的限制,壳程压力不能太高。这种换热器适用于两种介质温差不大,或温差较大但壳程压力不高,及壳程介质清洁,不易结垢的场合。
使用射线照像技术对换热管-管板焊接接头进行体积性检验的试验研究,验证了其检验方法 的可行性,取得了检验灵敏度的数值,列举了试验结果,提出了建议和设想。
换热管-管板接头的质量优劣是影响换热器质 量的关键问题之一,对有特殊要求的换热设备,其制 造过程中的换热管-管板接头质量优劣更为重要。 但是,我国现有的换热器制造技术标准和规范并没 有针对换热管-管板焊接接头的体积检验作出规定, 一般只要求做表面检查。事实上,该焊缝内部缺陷 的检验一直是个难题。
目前,换热管-管板焊接接头的体积检验方法主 要有射线照像检验和超声检验2种。射线照像检验 是指用X射线或γ射线穿透试件,以胶片作为记录 信息器材的无损检测方法。超声检验技术是采用超 声聚焦光学反射法。这2种方法只是在重要的热交 换设备中使用,如核电厂的蒸汽发生器和某些核设 施中的换热器。
对于换热管-管板焊接接头的体积检验,无论是 射线检验法还是超声检验法,目前都是设备制造厂 研究的对象。文中对换热管-管板焊接接头射线照 像检验技术进行了试验研究。
1 接头形式及透照方式
1.1 接头形式和焊接工艺
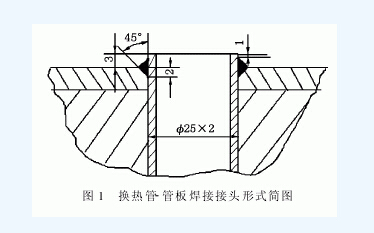
为了更好地进行射线检验,正确地分析可能在 底片上出现的缺陷,首先要对接头形式和焊接工艺 有一定的了解。本试验换热管-管板焊接接头形式 见图1。试验用管板材料为复合钢板(低合金钢+ 镍基合金不锈钢),钢管材料为镍基合金不锈钢。由 于接头形式和材料特性决定,焊接熔池液体的流动 性差,如果焊接过程控制不好,很有可能存在未焊 透、未熔合和气孔,还可能出现夹钨。
采用手工非熔化极氩气保护焊,第1焊道少加 丝或不加丝,然后用Φ2mm焊丝填充。
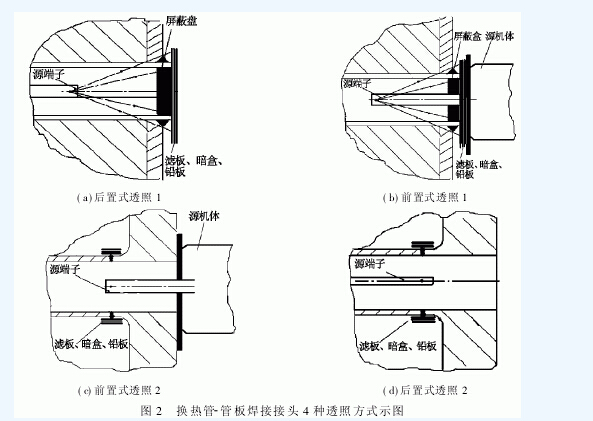
1.2 透照方式分析
根据不同的接头结构有几种透照方式,见图2。 文中所涉及的U形管换热器只能采用前置式 透照[1],其射线源与接头的相对位置见图2b。
2 相关检验条件
2.1 工装设计
接头的形式和透照方式决定了射线源要穿过胶 片,所以胶片和暗盒就需要开孔。暗盒开孔处涉及 到密封避光、散射线屏蔽等问题。对此,笔者在试验 研究中制作了必要的工装和模拟件,即源端子导向 环、带孔暗盒、暗盒密封塞、铅制屏蔽盘、胶片打孔 机、工件模拟件(图3)以及观片遮光屏等。
在决定暗盒密封形式时,共考虑了胶布密封、塑 料板圈密封及铅制密封塞3种形式。根据制作的难 易程度、操作便捷与否和密封效果等因素,最后选择 了铅制密封塞,效果较好。
![管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]](/upLoad/slide/month_1405/2014050516523914.png "管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]")